Legacy
Model 900
Mike
Wilson
Marietta, Georgia

Mill is mounted on roll around stand, which features drawers and shelves. Vinyl side curtains provide dust control. Side curtains attach to rails with Velcro strips allowing them to be lowered for operations using large pieces. Simple plastic curtain can be seen attached to carriage to also assist with dust and chip control.


Drawers are designed to allow full extension without falling out.

The
most current modifications include a linear motor drive for the X axis lead
screw and an electrically positioned rotary table. I
found the 90 VDC motor and a KB Electronics DC motor controller on Ebay.
The motor mount was fabricated from ¼” steel flat stock. Drive
hubs from Grainger are used to couple the motor shaft to the Acme screw.

The
limit switch design uses an aluminum extrusion with custom milled HDPE plastic
switch mounts.
The profile was milled on the Legacy using a flat bed.

The fit to the extrusion is tight enough that no other clamping means are required to hold the switch in position. The switch units will slide with hand pressure down the length of the extrusion. I like this feature, which requires no tools to set the limit positions. An additional piece of the same extrusion is mounted to the carriage as an actuator for the switches. The carriage retains the full factory specification for travel, allowing a full 48” of working length between centers.
Two
things occurred to me while designing the drive system.
If I simply let the limit switch stop the motor drive when it was
actuated by the carriage position, it would restart when moved off the switch.
It is often that I will open the split nut and slide the carriage to
allow a better view of the work piece.
It is also likely that sooner or later I would forget to switch the drive
control to off before moving the carriage.
Screws and gears starting movement unexpectedly seemed like a bad thing.
The
second concern has more to do with the motor controller, and its likely
destruction, should the SCR driver output open circuit while in drive mode.
This would occur if the Left / Right switch is operated while the unit is
running. Both
of these concerns are addressed in the control design.
When
a limit switch is activated the drive output is instantly stopped.
This action is latched and will not reset until the switch is cleared and
the drive switch is moved to the off position.
Once the limit action is latched manually moving the carriage will not
cause the drive to start up.
To cover the second item the circuitry is wired to prevent the direction
of travel from being changed with the drive switch in the on position.
Flipping the Left / Right switch while the drive is on has no effect on
the motor control.


The control cabinet mounted under the machine houses the electronics for the drive system as well as the rotary table. The black heat sink at the top is the KB 90 VDC motor controller. Relays mounted below the controller are used for the limit switch and directional control interlocks and latches. A 12 VDC supply is mounted at the upper right and provides power for the relay controls and the rotary table drive motor.

The control panel is mounted on a hinged arm that locks in the up position, as shown. When not in use it is lowered under the bed of the stand. This feature allows the 900 to still be used with large pieces that extend beyond the bed sides. Normally the motor drive would not be used in this case so the panel is not required.

The rotary table controls provide CW and CCW rotation of the turntable as well as a continuous run and jog function. Now for the cool part, automatic indexing.
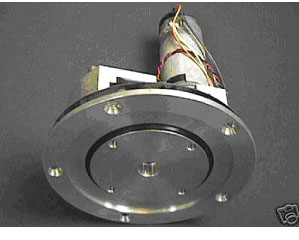
The
motor drive unit is shown above.
I found this on Ebay as well, currently this unit can still be found
there. The
motor is 12VDC and incorporates a brake, which locks the table when the motor
stops.
Upper
right green object is a plug connector for connection to the controller mounted
under the machine.
When not in use the table is stored in the center section of the stand.
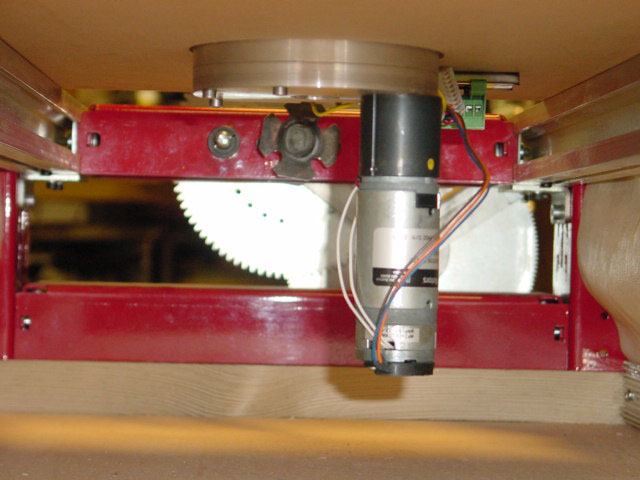
View
under rotary table mounted on 900 rails.
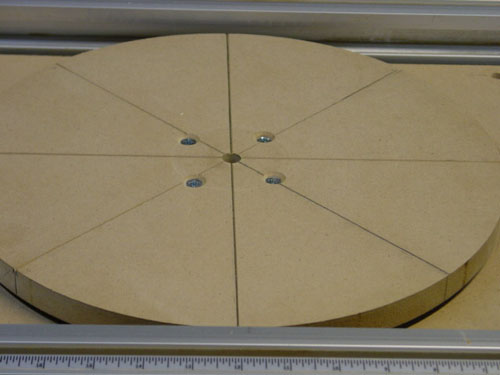
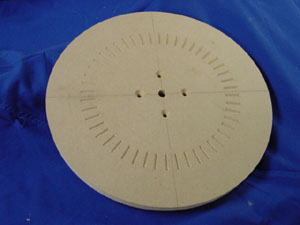
Top
view of the table mounted on the 900.
Reference lines are engraved into the table.
I have alignment points milled into the base unit for easy set up when
the unit is attached to the rails.
The left to right line lines up with the router bit center when the Y
axis is centered on the carriage.
This line is exactly 90 degrees to the rail face on the front of the
machine. This
aids in positioning a part on the table when it needs to milled in reference to
an edge on the part.
To machine a square part the index is set to 4.
Each operation of the push button turns the part 90 degrees.
The hole in the center can also be used for alignment but is intended as
a port for vacuum clamping, the next part of the project.